Flexible Formen in der Spritzgusstechnik mit generativer Gestaltung gussteiloptimierter Kühlsysteme.
Projektziel und Abgrenzung zum Stand der Technik
Bei der Produktion von Kunststoffteilen werden hohe Produktstückzahlen hergestellt. Das dafür meist genutzte Urformverfahren ist Spritzguss. Die notwendigen Formwerkzeuge weisen einen sehr hohen Komplexitätsgrad auf und müssen zusätzlich eine sehr lange Lebensdauer erreichen, um damit die vorgesehene Stückzahl wirtschaftlich produzieren zu können. Für die optimale Ausbildung des Spritzgussteiles in der Form und eine schnelle Erstarrung der Schmelze müssen an bestimmten Stellen/Bereichen der Spritzgussform Kühlzonen vorgesehen werden.
Die nötigen Iterationsschritte bei der Optimierung der Kühlung spiegeln sich in den Kosten für das Werkzeug wider. Ein übliches Vorgehen bei der Herstellung von Spritzgusswerkzeugen ist es die Kavität mit Spritzgussteil im Erstarrungsprozess zu simulieren. Bereiche mit besonderem Kühlungsbedarf werden anschließend lokalisiert. Unter Beachtung der konstruktiven Randbedingungen, wie möglicher Kollision mit anderen zusätzlich notwendigen Bauteilen (Bsp. Auswerfer für das Spritzgussteil), müssen Bohrungen so platziert werden, dass ein Kühlkreislauf entsteht.
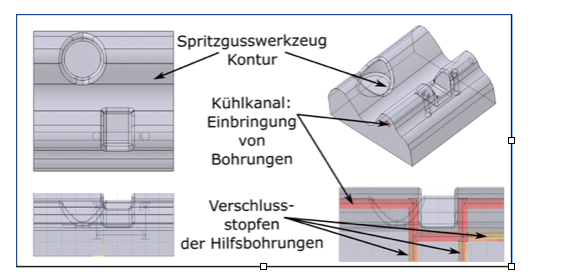
Durch die komplexe Geometrie der Formen gestaltet es sich sehr aufwändig, diese Kühlkanäle an den richtigen Positionen und Verläufen einzuarbeiten. Bohrungen müssen um Formelemente gelegt und können oft nur durch technische Hilfsbohrungen realisiert werden. Es entsteht ein zusätzlicher fertigungstechnischer Aufwand um diese Hilfsbohrungen wieder zu verschließen (Beitragsbild). Je nach Formkontur im Werkzeug ist es schwer oder gar nicht möglich, durch Bohren hergestellte Kühlkanäle an jeder Stelle ausreichend konturnah in das Werkzeug zu integrieren.
Für das Unternehmen sind die konventionellen Wege zum Einbringen der Kühlbereiche durch die dafür notwendige Vielzahl an Arbeitsschritten sehr zeitaufwändig. Trotz dieses hohen Aufwandes auf dem Weg zum optimal gekühlten Werkzeug stoßen die üblichen Fertigungsstrategien bei komplizierten Geometrien häufig an Ihre Grenzen und erreichen nicht die optimale Kühlung. Ein konturnaher Verlauf ist oft nicht möglich. Das kann erhöhte Zykluszeiten sowie einen erhöhten Ausschuss bei Teilen mit kleinen Toleranzbereichen zur Folge haben.
Beitragsbild: Schematischer Ausschnitt der Kontur eines Spritzgusswerkzeuges (Modell-Kavität); übliche Vorgehensweise im Stand der Technik zur Kühlung; Kühlbohrungen rot eingefärbt; Hilfsbohrungen, die anschließend wieder durch Stopfen verschlossen werden müssen, gelb eingefärbt
